

Detección fiable de botellas transparentes
Los sensores de barrera por reflexión R201 garantizan la eficacia en las plantas de embotellado de alto volumen de salida
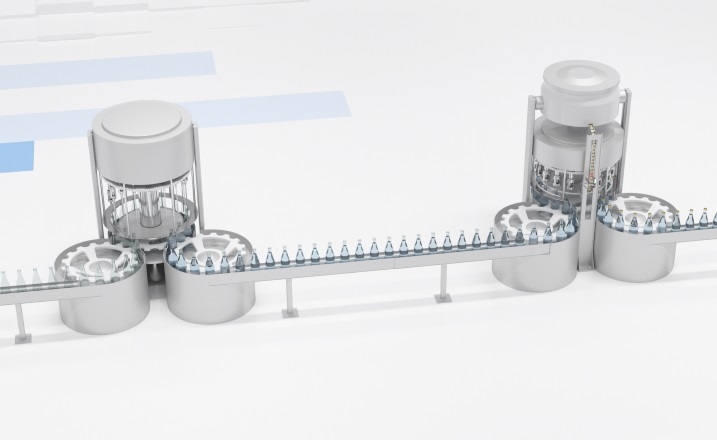
La aplicación
En el sector de bebidas, decenas de miles de botellas pueden llenarse cada hora en las plantas de embotellado de gran volumen de salida. Las cintas transportadoras de alta velocidad suministran un flujo constante de materiales. Las botellas de vidrio transparente son tan comunes como las botellas de PET transparente. Para garantizar la fiabilidad de los procesos de llenado y una alta productividad, es imprescindible disponer de supervisión del flujo de botellas, recuento de botellas y control de la congestión libres de errores en el área de alimentación a la sección de llenado.
El objetivo
Las botellas que se desplazan por la cinta transportadora deben detectarse con fiabilidad. La transparencia de los objetos es solo uno de los retos que ponen a prueba a los sensores. También necesitan poder suprimir con total fiabilidad la reflexión de las superficies curvas de las botellas y otras interferencias ópticas. También debe impedirse la conmutación incorrecta y el recuento incorrecto de botellas, incluso durante el funcionamiento a alta velocidad.
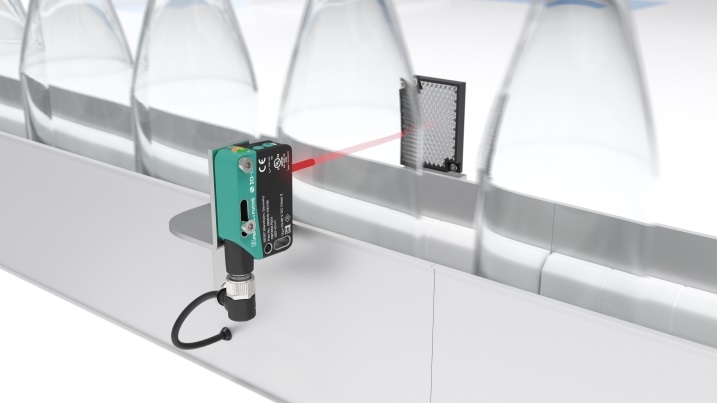
La solución
La serie R201 de sensores de barrera por reflexión ha demostrado una alta eficacia en la detección de objetos transparentes en condiciones de proceso dinámicas. Alineado con un reflector situado detrás del paso de botellas, el sensor detecta botellas de vidrio transparente y de PET con una precisión absoluta. Cada botella se detecta individualmente: cualquier hueco en el flujo de botellas se puede detectar con total fiabilidad.
Sus impresionantes capacidades de detección y resistencia a las interferencias hacen que la serie R201 sea una solución adecuada en plantas de embotellado.
Las ventajas
El sensor de barrera por reflexión R201 ofrece una excelente precisión y resistencia a las interferencias en la detección y el recuento de objetos transparentes, incluso con rangos de detección amplios. Lo mismo puede decirse de la serie R200 de sensores de barrera por reflexión y de los compactos sensores de las series R100, R101 y R103. Independientemente del tamaño, todas las series ofrecen los mismos modos de detección, configuraciones estándar e idéntica interfaz de usuario para la máxima eficiencia y fiabilidad.
Características principales de la tecnología R201
- Sensor de barrera por reflexión R201 con reflector para reconocimiento sin interferencias de objetos transparentes
- Detección y recuento fiable de botellas de vidrio
- IO-Link con perfil de sensor inteligente para proporcionar una configuración, un diagnóstico y un mantenimiento sencillos
- Todos los modos de detección fotoeléctrica en cinco carcasas estándar para una versatilidad máxima y una gran variedad de posibilidades de integración

Por primera vez, se dispone de una completa gama de soluciones con tecnologías innovadoras y principios funcionales fotoeléctricos, todo integrado en un mismo producto. Los usuarios se beneficiarán de un principio de funcionamiento uniforme en toda la gama. Descubra las series R100, R101, R103, R200 y R201…


Pepperl+Fuchs SE
Lilienthalstraße 200
68307 Mannheim
Germany
info@de.pepperl-fuchs.com
 +49 621 776-0
+49 621 776-0
Pepperl + Fuchs es líder en el desarrollo y la fabricación de sensores electrónicos y componentes para el mercado de la automatización global. Su incesante innovación, calidad duradera y crecimiento constante garantizan el éxito continuado, desde hace más de 70 años. Pepperl + Fuchs emplea a 6.300 personas en todo el mundo y cuenta con fábricas en Alemania, EE.UU., Singapur, Hungría, Indonesia y Vietnam, la mayoría de ellas con certificado ISO 9001.