

Monitoring the Fieldbus Physical Layer
Commissioning the fieldbus with advanced diagnostic tools
The process industry is picking up on digital data transfer via fieldbus. The advantages are clear: much less wiring saves costs and time during planning, installation and commissioning. During operation, the fieldbus technology with its high accuracy in data transfer and results, among other things, is a consistently better quality in production. Intelligent field devices are not only more powerful but they offer more functions. The fieldbus permits the remote parameterization and reading of maintenance information, which the field device reports automatically to the control technology. The capital expenditures are justified by low maintenance effort and longer system operation times.
Fieldbus and 4…20 mA technology have more in common in installation than immediately is visible. Cables have to be laid properly. Shielding and grounding concepts are comparable and must be selected correctly for the system. Many users are unfamiliar with the fact that up to 31 nodes are connected to a fieldbus segment and use it jointly for energy supply and communication. The explosion protection concept must also be designed taking into consideration that several nodes are connected to one line. Maximum line length of up to 1,900 m are specified by the relevant standard IEC 61158-2. Here, a topology of trunks and spurs has been established. Each field device is supplied via its own spur with high energy and connected to the trunk, which is laid with added protection. Almost all modern installations are carried out in this way. (See also: The High-Power Trunk.)
Measurable signals—controlled quality
The signals used for data transmission must be easy to measure in order to obtain clarity about, and document, the transfer quality. In fieldbus technology the buzz words are today, besides the typical measurements of supply voltage and load current, signal level, signal noise and jitter (see insert). Existing regulations mandate checks must be documented manually. In addition to the cable duct and insulation, the resistance and capacity must be measured and documented for each device. The person carrying out the commissioning must employ a multitude of devices on site. The list of devices includes digital multimeters, bus testers and less frequently a digital oscilloscope. The measuring devices must be connected on site. This means that distribution panels and switch cabinets have to be opened to attach the test devices to the already completed wiring. Often cable connections have to be undone in the cabinet or field for this purpose. The same test procedures also demand that each field device must be connected and then measured and documented separately. In brief: a high manual effort.
Online diagnostics report for fieldbus
What was unthinkable for point-to-point wiring, is affordable for the fieldbus: the new Advanced Diagnostic Module from Pepperl+Fuchs offers the measurement and monitoring of the physical fieldbus structure from the control station. Designed as a plug-in card for the modular power supply system Power Hub, the module gathers all the measurements of the fieldbus physical layer for all fieldbus segments and combines them at a single maintenance workstation online and in realtime. The fieldbus diagnosis provides transparency, and the measurability of the actually transferred signals gives installers and operators of process systems a more complete picture of the behavior of the fieldbus. This allows for otherwise often inexplicable behavior to be analyzed with precision. You can also measure and verify the reserve power available on the fieldbus.
New procedures, high efficiency
One advantage of the fieldbus is that actually less than 2% of all installations present some faulty behavior. This means that 98% of installations are of good quality and only have to be verified. Therefore, an on site presence is not really required any more for commissioning. It is best to carry out installation and commissioning in separate steps.
Field instruments pre-parameterized in the test laboratory are all connected directly to the fieldbus. Measurement, documentation and commissioning have been combined into a single operational step. If at all necessary, fault finding can be carried out afterwards.
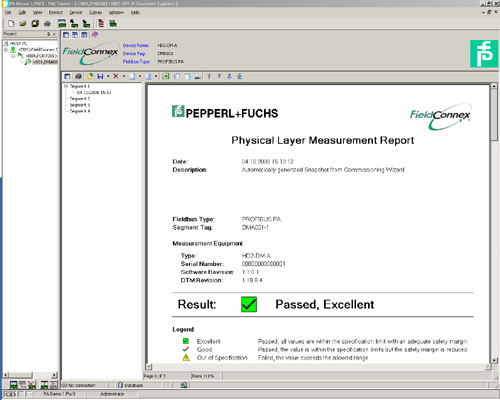
From the control station the person carrying out the commissioning executes all the necessary tasks using the Advanced Diagnostic Module. Measurements and logging of the tasks are easily carried out via menus and queries. The complete documentation is generated automatically and provided optionally in electronic format or as printout. The process ensures that:
- The installation complies with the requirements of the IEC 61158-2 standard
- Every field device meets the requirements of the selected field bus standard
In addition, the power reserve of each fieldbus segment is calculated. The procedure can then look as follows:
- Connect all segments and field instrumentation as well as the field bus power supply
- Visually check the shielding – The shielding has been neatly attached and insulated at each field device
- Switch on the fieldbus power supply and activate the control technology to actuate all field devices
- Carry out all measurements and store and document them using the Advanced Diagnostic Module
This brief test procedure saves commissioning time. Furthermore, a deep technical expert knowledge about the fieldbus is only required for checking the segments which failed the test. Nonetheless, the installation and commissioning tasks to be carried out under ever increasing time pressure are executed with high quality.
The commissioning is supported by dialogs: First the trunk is measured and the supply voltage and the load current is verified. A ground fault measurement is carried out for both wires ensuring proper balance and isolation. Then the communication signals of each field device are checked for strength, noise and jitter. Limit values for the online monitoring of the physical fieldbus structure are suggested and stored in the diagnostic module.
All this and more is made possible by the integration of the diagnostic module into the power supply without a single terminal necessary for the connection of measuring devices having to be touched. The wiring in the switch cabinet remains unaffected.


Pepperl+Fuchs SE
Lilienthalstraße 200
68307 Mannheim
Germany
info@de.pepperl-fuchs.com
 +49 621 776-0
+49 621 776-0
Pepperl+Fuchs is a leading developer and manufacturer of electronic sensors and components for the global automation market. Continuous innovation, enduring quality, and steady growth have been the foundation of our success for more than 70 years. Pepperl+Fuchs employs 6,300 people worldwide and has manufacturing facilities in Germany, USA, Singapore, Hungary, Indonesia and Vietnam, most of them ISO 9001 certified.