

Photoelectric Sensors for Reliable Operation in Oily Stamping Environments
Avoid False Tripping Due to Industrial Lubricant Exposure
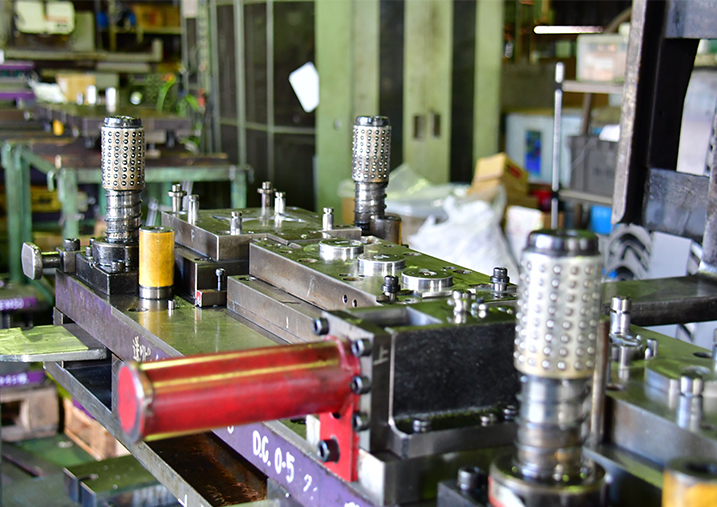
The Application
In metal stamping processes, tight control of sheets and blanks is necessary to form a consistent, high-quality part. Many metal formers utilize photoelectric sensors to solve their critical in-die positioning requirements. However, the presence of lubricants in the sensing area can make applying optical sensing technologies challenging. Fortunately, this challenge can often be overcome by proper sensor selection.
The Goal
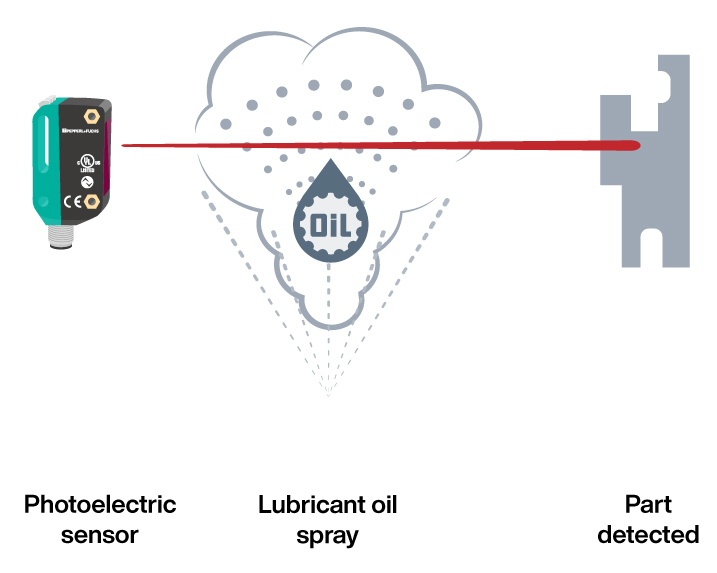
To ease the movement of both the tooling and the fed materials, stamping dies are often sprayed with lubricants. Droplets become airborne as they exit lube nozzles and when pneumatic blasts eject wetted parts. Depending upon a sensor’s characteristics, these contaminates can cause machine-stopping, false “target present” outputs when they disrupt the scan area, or build-up on the sensor lens. Our goal is to increase press efficiency and throughput by eliminating such disruptive stops.
The Solution

OBT350-R100-2EP-IO-V31-IR triangulation sensor
Many manufacturers' photoelectric sensor designs offer optional visible red or infrared light sources. Visible red designs are often preferred because they feature an easily-seen, red focal point that simplifies sensor-to-target alignment. Unfortunately, visible red LED beams do not transmit through lubricants very well. This results in an unstable sensor performance. Conversely, infrared light can pass through many oils with minor losses.
This increased stability makes infrared a great alternative when visible red models struggle. In this application, after several test runs, the customer chose the OBT350-R100-2EP-IO-V31-IR from Pepperl+Fuchs. It detected the part reliably, and their inconvenient standstills effectively disappeared.
Technical Features
- Miniature design with versatile mounting options
- Immune to lubricant penetration
- Beam unaffected by oils and mists
- IO-Link interface for diagnostic and process data
The Benefits
The OBT350-R100-2EP-IO-V31-IR significantly reduced machine downtime caused by the false actuations and required lens cleanings of the original red light sensor model. An added benefit was the threaded metal mounting hole insert, which provided a secure, tight mounting torque.
At a Glance
- Infrared beams unaffected by oil mist and films
- Background suppression technology reliably detects shiny metals
- Precision object detection, irrespective of color

Protecting dies, increasing uptime, and tracking assets—discover our solutions for metal forming processes!


Pepperl+Fuchs Inc.
1600 Enterprise Parkway
Twinsburg, OH 44087
United States of America
sales@us.pepperl-fuchs.com
 +1 330 425-3555
+1 330 425-3555
Pepperl+Fuchs is a leading developer and manufacturer of electronic sensors and components for the global automation market. Continuous innovation, enduring quality, and steady growth have been the foundation of our success for more than 70 years. Pepperl+Fuchs employs 6,300 people worldwide and has manufacturing facilities in Germany, USA, Singapore, Hungary, Indonesia and Vietnam, most of them ISO 9001 certified. Pepperl+Fuchs does not sell personal data.