

Reliable Detection of Clear Bottles
R201 Retroreflective Sensors Ensure Efficiency in High-Output Bottling Plants
The Application
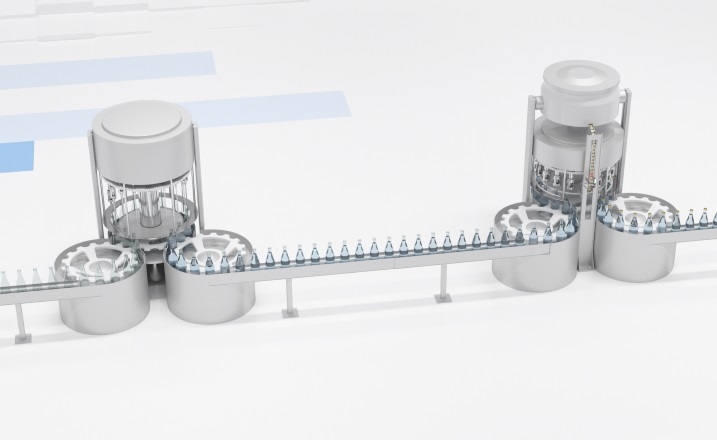
In the beverage industry, tens of thousands of bottles can be filled every hour in high-output bottling plants. High-speed conveyor belts supply an endless flow of materials. Bottles made from clear glass are just as common as transparent PET bottles. To ensure reliable filling processes and high productivity, error-free bottle flow monitoring, bottle counting, and congestion control are required in the infeed area to the fillers.
The Goal
The bottles that are transported along the conveyor belt must be reliably detected. The transparency of the objects is just one of the challenges facing the sensors. They also need to be able to reliably suppress any mirroring from the curved surfaces of the bottles, and other optical interference. Incorrect switching and incorrect bottle counting must be prevented—even during high-speed operation.
The Solution
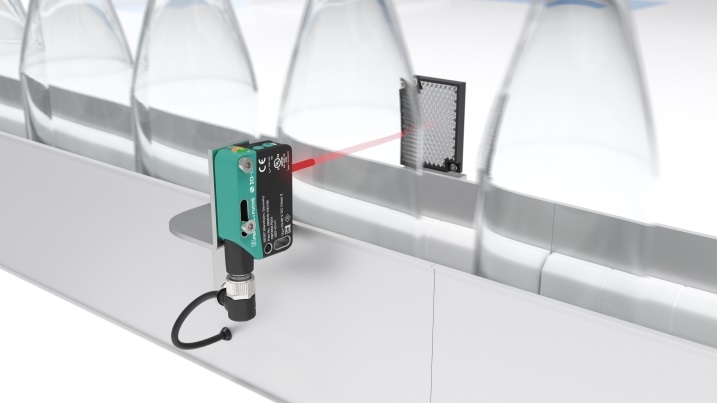
R201 series retroreflective sensors have proven highly effective at detecting transparent objects under dynamic process conditions. Aligned with a reflector that is located behind the bottle flow, the sensor detects clear glass and PET bottles with absolute accuracy. Each individual bottle is detected—any gaps in the flow of bottles can be reliably detected.
Its impressive detection capabilities and interference-resistance make the R201 a suitable solution in bottling plants.
The Benefits
The R201 retroreflective sensor offers impressive detection and interference-resistance when detecting and counting transparent objects, even with wide detection ranges. The same is true of R200 series retroreflective sensors and spacesaving R100, R101, and R103 series. Regardless of size, all series offer the same sensing modes, standard configurations, and one user interface—for maximum efficiency and reliability.
R201 at a Glance
- R201 retroreflective sensor with reflector for interference-free recognition of transparent objects
- Reliable detection and counting of glass bottles
- IO-Link with Smart Sensor Profile for simple configuration, diagnostics, and maintenance
- All photoelectric sensing modes in five standard housings for maximum flexibility and a variety of integration possibilities

For the first time, a consistent solution range of photoelectric functional principles and innovative technologies is available in identical housings. Users benefit from a uniform operating concept across the entire portfolio. Discover the R100, R101, R103, R200 and R201 series ...


Pepperl+Fuchs SE
Lilienthalstraße 200
68307 Mannheim
Germany
info@de.pepperl-fuchs.com
 +49 621 776-0
+49 621 776-0
Pepperl+Fuchs is a leading developer and manufacturer of electronic sensors and components for the global automation market. Continuous innovation, enduring quality, and steady growth have been the foundation of our success for more than 70 years. Pepperl+Fuchs employs 6,300 people worldwide and has manufacturing facilities in Germany, USA, Singapore, Hungary, Indonesia and Vietnam, most of them ISO 9001 certified.