

Şeffaf Şişelerin Güvenilir Şekilde Algılanması
R201 Reflektörlü Fotoelektrik Sensörler, Yüksek Çıkışlı Şişeleme Tesislerinde Verimliliği Sağlar
Uygulama
İçecek endüstrisinde, yüksek çıkışlı şişeleme tesislerinde her saat on binlerce şişe doldurulabilir. Yüksek hızlıkonveyör bantları, sonsuz bir malzeme akışı sağlar. Şeffaf camdan yapılan şişeler, şeffaf PET şişeler kadar yaygındır. Güvenilir dolum süreçleri ve yüksek üretkenlik sağlamak için dolduruculara besleme alanında hatasız şişe akışı izleme, şişe sayımı ve tıkanıklık kontrolü gereklidir.
Hedef
Konveyör bandı boyunca taşınan şişeler güvenilir şekilde algılanmalıdır. Nesnelerin şeffaflığı, sensörlerin karşılaştığı zorluklardan sadece biridir. Ayrıca, şişelerin kavisli yüzeylerinden kaynaklanan herhangi bir yansıtmayı ve diğer optik parazitleri güvenilir şekilde bastırabilmeleri gerekir. Yanlış anahtarlama ve yanlış şişe sayımı, yüksek hızlı çalışma sırasında bile önlenmelidir.
Çözüm
R201 serisi reflektörlü fotoelektrik sensörler, dinamik süreç koşulları altında şeffaf nesneleri algılamada oldukça etkili olduğunu kanıtlamıştır. Şişe akışının arkasında bulunan bir reflektörle hizalanan sensör, şeffaf cam ve PET şişeleri mutlak doğrulukla algılar. Her bir şişe ayrı ayrı algılanır; şişelerin akışındaki herhangi bir boşluk güvenilir bir şekilde algılanabilir.
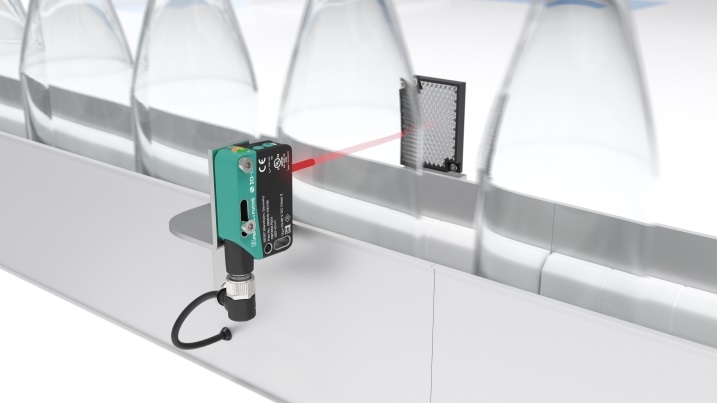
Etkileyici algılama yetenekleri ve parazit direnci, R201'i şişeleme tesislerinde uygun bir çözüm haline getirir.
Avantajlar
R201 reflektörlü fotoelektrik sensör, geniş algılama aralıklarında bile şeffaf nesneleri algılarken ve sayarken etkileyici algılama ve parazit direnci sunar. Aynısı, R200 serisi reflektörlü fotoelektrik sensörler ve yerden tasarruf sağlayan R100, R101 ve R103 serisi için de geçerlidir. Boyutu ne olursa olsun, tüm seriler maksimum verimlilik ve güvenilirlik için aynı algılama modlarını, standart konfigürasyonları ve tek bir kullanıcı arayüzü sunar.
R201 Özeti
- Saydam nesnelerin parazitsiz tanınması için R201 reflektörlü fotoelektrik sensör
- Cam şişelerin güvenilir şekilde algılanması ve sayılması
- Basit konfigürasyon, tanılama ve bakım için Akıllı Sensör Profili ile IO-Link
- Maksimum esneklik ve çeşitli entegrasyon olanakları için beş standart gövdede tüm fotoelektrik algılama modları

Aynı gövdelerde fotoelektrik fonksiyon prensipleri ve yenilikçi teknolojilere yönelik tutarlı bir çözüm yelpazesi ilk defa sunulmaktadır. Kullanıcılar, tüm portföyde tek tip çalışma konseptinin avantajlarından yararlanır. R100, R101, R103, R200 ve R201 serisini keşfedin...


Pepperl+Fuchs Elektronik San. ve Tic. Ltd. Şti.
Atatürk Mah. Şeref Sok. No: 9
34758 Ataşehir
Türkiye
 +90 216 577 2250
+90 216 577 2250
Pepperl+Fuchs, endüstriyel sensörlerin üretimi ve geliştirilmesinde küresel otomasyon pazarının lider firmalarından biridir.Yenilikçi yaklaşım, kaliteden ödün vermeme ve istikrarlı büyüme 70 yıldan beri devam eden başarımızı garanti etmektedir. Pepperl+Fuchs’un dünya çapında 6.300 çalışanı mevcuttur ve Almanya, ABD, Singapur, Macaristan, Endonezya ve Vietnam’da çoğu ISO 9001 sertifikalı, üretim tesisleri bulunmaktadır.