

Verifica della posizione del foro pilota nella formatura dei metalli
I sensori di prossimità induttivi impediscono che i pezzi siano stampati in modo errato a causa di un'alimentazione di materiale non corretta
L'applicazione
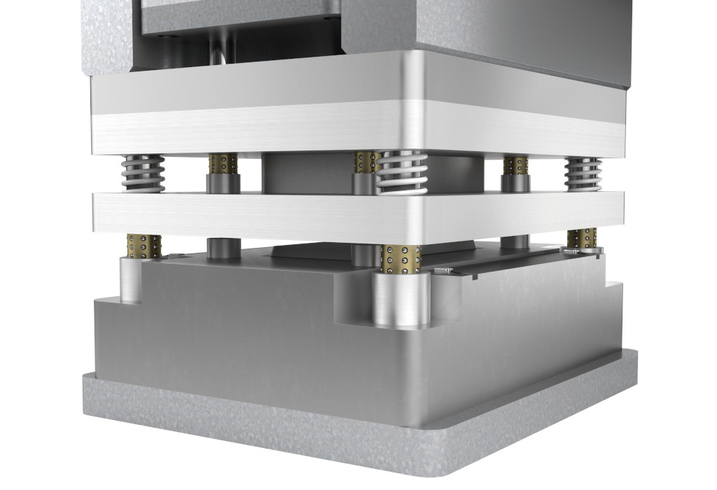
I fori pilota pre-punzonati e distanziati in modo uniforme assicurano che le strisce metalliche siano alimentate correttamente e allineate nella matrice. Se un foro pilota non è posizionato correttamente, i sensori di prossimità induttivi salvaguardano il processo di formatura arrestando la pressa prima che la corsa raggiunga un punto critico.
L'obiettivo
I fori pilota devono essere allineati con precisione per garantire che i pezzi stampati siano formati correttamente. I tempi di risposta rapidi e l'elevata precisione del sensore sono necessari per evitare problemi di qualità indesiderati associati a pezzi stampati in modo errato.
The Solution
NBB2-8GM30-E3 inductive proximity sensor
Inductive proximity sensors such as the NBB2-8GM30-E3 monitor a metal strip’s progression through a die by detecting pilot holes. Embedded in the die, the sensors ensure that the part is correctly positioned at each step of the forming process. The sensor logic is often “normally-closed” and provides a positive signal to the controller to initiate bends, cuts or punches when the hole is detected. Note—direct hole detection can be tricky as the sensing field is conical. If the fed strip has loose vertical tolerances, the sensor’s detection point will vary slightly. See Fig. 1.
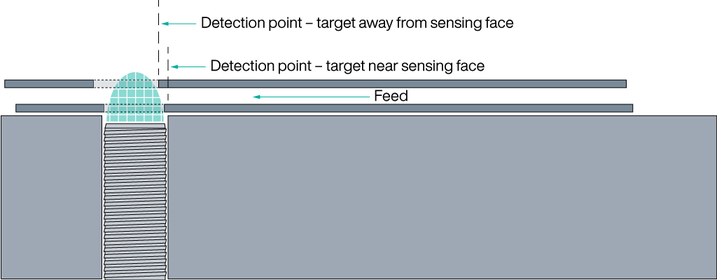
Fig. 1
Un'alternativa al rilevamento diretto dei fori pilota è il monitoraggio dei perni pilota a molla dentellati situati nella matrice superiore. Vedere Fig. 2.
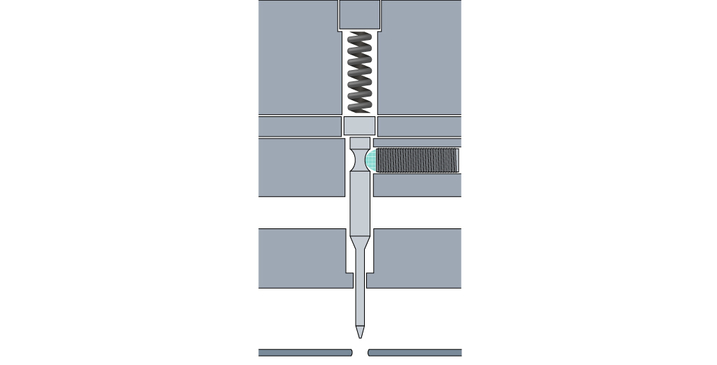
Fig. 2
In caso di alimentazione corta o lunga, il perno pilota colpisce la lamiera nella corsa ed è compresso verso l'alto. Rilevando il passaggio dalla tacca al metallo, il sensore induttivo arresta la pressa prima che si verifichi uno stampaggio errato. Di nuovo, viene utilizzata un'uscita di commutazione "normalmente chiusa"; solo in caso di guasto il sensore interrompe il processo e arresta la pressa. Un ulteriore vantaggio della commutazione "normalmente chiusa" è l'indicazione della perdita di potenza del sensore. Se l'alimentazione del sensore viene interrotta inconsapevolmente, non vi è alcun rischio che il processo di alimentazione continui senza monitoraggio. I collegamenti staccati o allentati arresteranno automaticamente la pressa come se venisse rilevato un errore nell'alimentazione.
Caratteristiche tecniche
- Ampia gamma di temperature d'esercizio -40 ... +85 °C
- Distanza operativa aumentata: 2 mm a filo
- Tensione di esercizio: 5 ... 30 V
- Tipo di uscita: PNP
- Protezione da inversione di polarità
- Frequenza di commutazione: 0 ... 6000 Hz
I vantaggi
L'utilizzo di un sensore di prossimità induttivo per verificare la posizione dei fori pilota nelle applicazioni di stampaggio del metallo impedisce lo stampaggio errato dei pezzi e riduce i tempi di fermo non pianificati.
In breve
- I sensori induttivi monitorano la progressione di una striscia metallica attraverso una matrice
- I sensori garantiscono la corretta posizione dei pezzi in ogni fase del processo di formatura
- La logica dei sensori "normalmente chiusa" fornisce un segnale positivo al controller per avviare il processo specificato


Pepperl+Fuchs FA Italia Srl
Via Ornago 24
20882 Bellusco (MB)
Italia
P.IVA 05970540968
infofa@it.pepperl-fuchs.com
 +39 039 69599 1
+39 039 69599 1
Pepperl+Fuchs srl
Via delle Arti e Mestieri, 4
20884 Sulbiate (MB)
Italia
P.IVA 02181770963
pa-info@it.pepperl-fuchs.com
+39 039 62921
Pepperl+Fuchs è leader mondiale nella tecnologia e nella produzione di sensori industriali e componenti elettronici per il mercato dell'automazione globale. Innovazione, crescita e qualità costante ne garantiscono il successo da oltre 70 anni. Pepperl+Fuchs impiega circa 6,300 persone in tutto il mondo ed ha siti produttivi a norma ISO 9001 in Germania, Stati Uniti, Singapore, Ungheria, Indonesia e Vietnam.